Tento článek se zaměřuje na praktické pokyny na technické úrovni pro kloubové hřídele (u-kloubové hřídele). Zahrnuje definice, volby konfigurace, dimenzování, doporučení pro materiál a tepelné zpracování, postupy montáže a fázování, kontrolní seznamy kontrol, běžné způsoby poruch a tolerance pro konečnou úpravu/výrobu – vše napsáno tak, aby to konstruktér nebo technik údržby mohl přímo použít.
Co je to kardanový hřídel a kdy jej použít
Univerzální kloubový hřídel přenáší krouticí moment mezi nekolineárními hřídeli pomocí jednoho nebo více univerzálních (hookeovských) kloubů. Na rozdíl od kloubů s konstantní rychlostí umožňuje základní U-kloub úhlové vychýlení, ale při samostatném použití způsobuje kolísání rychlosti. Hřídele s U-kloubem použijte tam, kde:
- Úhlové vychýlení je mírné (typicky do 25–30° na spoj u konstrukcí s velkým zatížením).
- Prioritami jsou jednoduchost, cena a snadná údržba.
- Systém může akceptovat kolísání rychlosti nebo použít párové (dvojité) U-klouby k jeho zrušení.
Typy a konfigurace kloubových hřídelů
Jednoduché vs. dvojité (kardanové) hřídele s U-kloubem
Jediný U-kloub přenáší krouticí moment mezi nesouosými hřídeli, ale zavádí nestejnoměrnou úhlovou rychlost. Správně fázovaný dvojitý U-kloub (dva U-klouby se středovým hřídelem) ruší kolísání rychlosti, pokud oba klouby fungují ve stejných úhlech a jsou správně fázovány – to je nejběžnější řešení v aplikacích hnacího ústrojí.
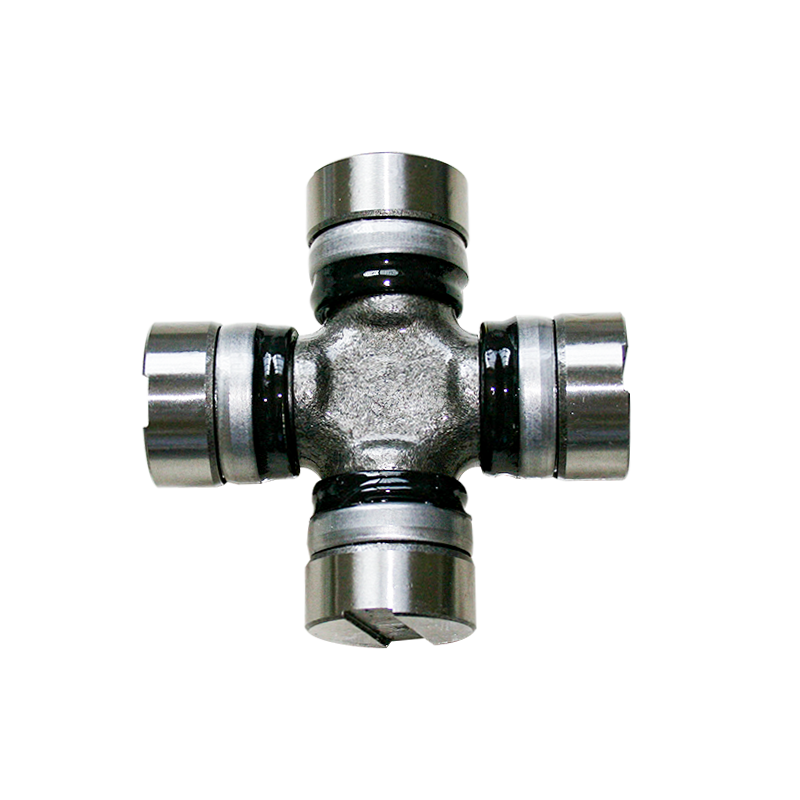
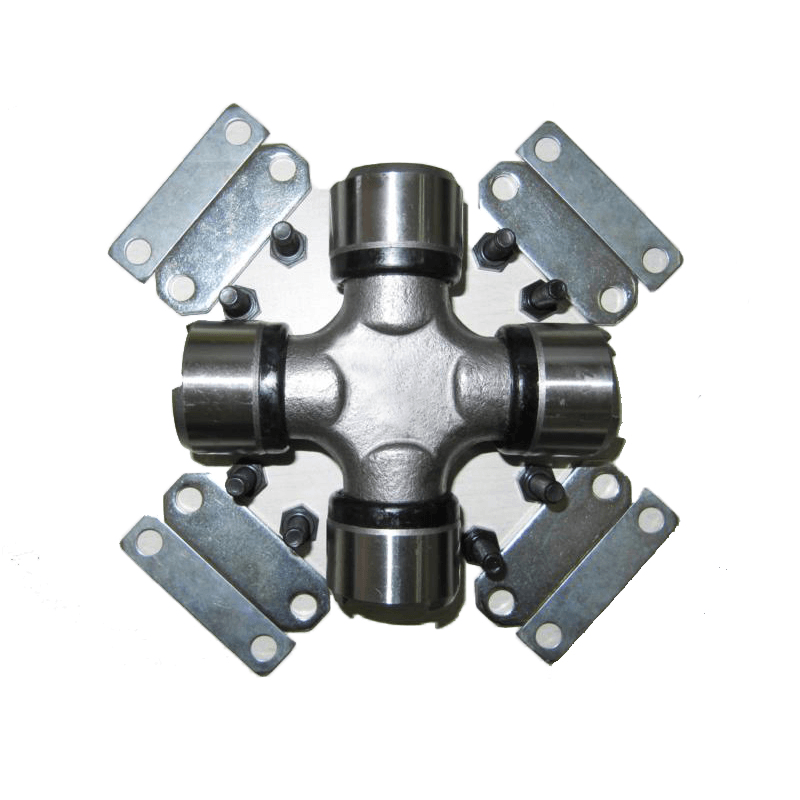
Křížové ložisko (čtyřšroubové) vs. stativ a hybridy s konstantní rychlostí
Klouby s křížovými ložisky (s jehlovým křížem) jsou kompaktní a robustní pro velká radiální zatížení. Klouby stativového typu nebo CV-hybridní klouby snižují vibrace při vyšších úhlech, ale jsou složitější a nákladnější. Vyberte si na základě požadované nesouososti, pracovního cyklu, přístupu k mazání a potřeb dynamického vyvážení.
Principy návrhu a dimenzování (praktické vzorce)
Základní výběr krouticího momentu a průměru hřídele
Začněte s přenášeným kroutícím momentem. Pokud znáte výkon (HP) a otáčky hřídele (RPM):
- Točivý moment (lb·ft) = (HP × 5252) / ot./min.
- Pro metrické jednotky: Točivý moment (N·m) = (HP × 745,7) / (2π × RPM/60) – snazší převod HP na kW a použití T (N·m) = (kW × 9550) / RPM.
Jakmile je znám krouticí moment (T), určete požadovaný modul průřezu hřídele a průměr pomocí dovoleného smykového napětí (τ_allow). Pro pevný kruhový hřídel pod kroucením:
- Polární moment J = π·d⁴ / 32
- Smykové napětí τ = T·c / J = (16·T) / (π·d³)
- Přeuspořádejte pro vyřešení pro d: d ≥ ( (16·T) / (π·τ_allow) )^(1/3)
Použijte bezpečnostní faktor vhodný pro aplikaci: typické únavové/rotující hřídele používají 1,5–3,0 v závislosti na rázovém zatížení a neznámých pracovních cyklech. U hřídelů s perem nebo drážkováním zohledněte koncentrace napětí a odpovídajícím způsobem snižte dovolené napětí.
Výběr materiálu, tepelné zpracování a povrchové úpravy
Běžné materiály a úpravy pro hřídele s U-kloubem:
- Středně uhlíkové oceli (AISI 1045/EN C45): dobrá obrobitelnost; vhodné pro mírné zatížení po uvolnění pnutí nebo zpevnění povrchu.
- Legované oceli (4140/42CrMo): preferované pro aplikace s vyšším kroutícím momentem/únavou; průběžně kalené nebo kalené a popouštěné na > 800–1000 MPa podle potřeby v tahu.
- Cementování (nauhličování nebo nitridování) pro drážky nebo čepy pro zlepšení opotřebení při zachování houževnatého jádra.
- Povrchová úprava: Ra ≤ 0,8 µm doporučená u čepů ložisek; leštěná sedla ložisek prodlužují životnost jehlových ložisek.
Meze montáže, fázování, vyvažování a házivosti
Pravidla fázování (aby se zabránilo vibracím)
Při použití dvou U-kloubů v sérii musí mít oba klouby stejné pracovní úhly a musí být fázovány o 180° (orientované třmeny), aby se vyrušilo kolísání rychlosti hnaného hřídele. Prakticky:
- Vizuálně rozložte uši třmenu a označte je; instalujte tak, aby byly značky příruby/třmenu zarovnány ve specifikované fázi.
- Potvrďte stejné úhly pomocí úhloměru; nestejné úhly vytvářejí zbytkové vibrace úměrné rozdílu.
Dynamické vyvážení a házení
Hřídele s U-klouby a středovými sekcemi by měly být dynamicky vyváženy, pokud provozní otáčky překračují typické volnoběhy motoru nebo pokud je tolerance vibrací nízká. Cílové tolerance házení a vyvážení:
- Celková indikovaná házivost (TIR) na čepech ložisek: ≤ 0,05 mm pro vysokorychlostní hnací ústrojí.
- Dynamické vyvážení podle ISO 1940/1 Grade G16 nebo lepší pro automobilové aplikace; těžší rotační zařízení může vyžadovat G6.3–G2.5.
Kontrolní seznam kontrol, mazání a údržby
Pravidelné kontroly výrazně prodlužují životnost. Při plánované údržbě použijte následující praktický kontrolní seznam:
- Vizuální kontrola odlehčení třmenu, příčných čepů a těsnění z hlediska rýhování, koroze nebo úniku maziva.
- Zkontrolujte vůli ložiska: axiální nebo radiální vůle přesahující toleranci výrobce indikuje opotřebení ložiska; měřte číselníkovým úchylkoměrem.
- Intervaly mazání: domažte jehlová ložiska na jeden pracovní cyklus (typicky každých 50–200 hodin) s použitím kompatibilní třídy NLGI a ložiskového tuku.
- Zkontrolujte hluk a vibrace při zatížení – náhlý nástup naznačuje kolaps ložiska, křížové selhání nebo nesprávné fázování.
Běžné způsoby selhání a hlavní příčiny
Rozpoznání režimu selhání pomáhá předepsat správnou opravu:
- Předčasné opotřebení jehlového ložiska – obvykle v důsledku nedostatečného mazání, znečištěného maziva nebo nesouososti.
- Zlomení křížem/kolem — vysoké rázové zatížení nebo nesprávné materiálové/tepelné zpracování; zkoumat známky únavy na povrchu lomu vs. přetížení.
- Deformace třmenu kloubu U — nadměrný ohybový moment v důsledku nesprávné podpory nebo poddimenzovaného hřídele.
Výrobní tolerance, QC kontroly a testování
Klíčové rozměry a akce kontroly kvality, které je třeba zahrnout do výrobních plánů:
- Průměry čepů ±0,01–0,03 mm v závislosti na uložení ložiska (lisované vs. kluzné uložení).
- Tolerance drážkovaných nebo profilovaných částí podle použité normy ISO/RM; ovládání pro házení a soustřednost ≤ 0,05 mm.
- Proveďte kontroly tvrdosti po tepelném zpracování (např. tvrdost jádra a hloubku pouzdra u nauhličených dílů).
- Funkční test na konci linky: otáčejte při zatížení provozní rychlostí, abyste zjistili vibrace, hluk nebo únik oleje/tuku.
Kontrolní seznam pro výběr a tabulka rychlých odkazů
Před dokončením návrhu hřídele nebo objednáním náhradních dílů použijte níže uvedený kontrolní seznam:
- Potvrďte trvalý a špičkový točivý moment, rozsah otáček a provozní úhly.
- Rozhodněte se o uspořádání jednoduchého vs. dvojitého kloubu na základě úhlu a požadavku na konstantní rychlost.
- Specifikujte materiál, tepelné zpracování a povrchovou úpravu pro čepy a drážky.
- Zahrňte do nákupního výkresu specifikaci vyvážení a limity házivosti.
| Aplikace | Typický materiál hřídele | Navrhněte uzlové body |
| Lehké stroje (≤ 5 kW) | 1045 / C45 | Jednoduchý U-kloub, periodické mazání |
| Střední zátěž (5–100 kW) | 4140 / 42CrMo (QT) | Doporučuje se dvojitý U-kloub, vyvážení do G16 |
| Těžké / automobilové | Legovaná ocel, cementované čepy | Nitridované/kauzálně kalené čepy, vyvážení na G6.3 nebo lepší |
Poznámka na závěr: vždy se řiďte technickými listy U-kloubů specifických pro výrobce pro drážková uložení, typy jehlových ložisek a kompatibilitu maziva. Výše uvedené vzorce a tolerance jsou osvědčenými výchozími body – přizpůsobte je konkrétnímu pracovnímu cyklu, podmínkám prostředí (korozívní nebo vysokoteplotní provoz) a bezpečnostním požadavkům vašeho projektu.

 中文简体
中文简体














Kontaktujte nás